


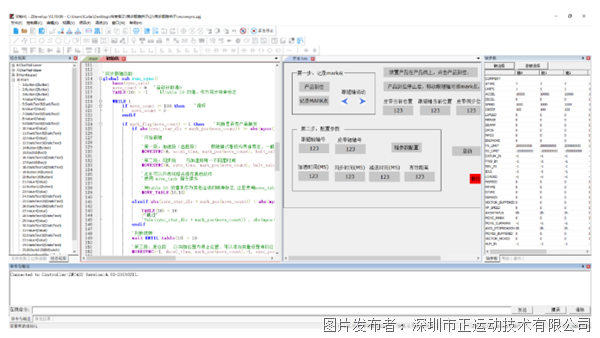
電子凸輪在運(yùn)動(dòng)控制中的實(shí)際應(yīng)用
電子凸輪可完成與機(jī)械式凸輪相似的功能,而沒有機(jī)械式凸輪設(shè)計(jì)難度大、加工成本高、運(yùn)動(dòng)高副易磨損等缺點(diǎn),在許多場(chǎng)合是機(jī)械式凸輪的理想替代品。電子凸輪功能也可用來(lái)進(jìn)行不規(guī)則曲線的逼近。
正運(yùn)動(dòng)運(yùn)動(dòng)控制器既有標(biāo)準(zhǔn)凸輪功能(CAM與CAMBOX),也有MOVELINK,MOVESLINK, MOVELINK_MODIFY, FLEXLINK等簡(jiǎn)化的凸輪運(yùn)動(dòng)指令配合使用,還可實(shí)現(xiàn)追剪、飛剪、旋切等應(yīng)用場(chǎng)景所需的動(dòng)作流程。
下面以MOVESLINK為例說(shuō)明運(yùn)動(dòng)控制的用法:MOVESLINK指令用于自定義的凸輪運(yùn)動(dòng),該運(yùn)動(dòng)自動(dòng)規(guī)劃中間曲線,不用計(jì)算凸輪表。被連接軸為參考軸,連接軸為跟隨軸。在加速和減速階段為了與速度匹配,下一條MOVESLINK的start sp必須與當(dāng)前MOVESLINK的end sp相同。
MOVESLINK(distance, link dist, start sp, end sp, link axis[, link options] [, linkpos][, link offpos])
linkoptions, link start,link offpos可選參數(shù)不填時(shí), 逗號(hào)不能省掉,控制器根據(jù)參數(shù)的位置來(lái)判斷是什么參數(shù)。
distance:從連接開始到結(jié)束,跟隨軸移動(dòng)的距離,采用units單位。
link dist:參考軸在連接的整個(gè)過程中移動(dòng)的絕對(duì)距離,采用units單位。
start sp,endsp: :啟動(dòng)時(shí)與結(jié)束時(shí)的跟隨軸和參考軸的速度比例,units/units單位,負(fù)數(shù)表示跟隨軸負(fù)向運(yùn)動(dòng)。
注:當(dāng)startsp = end sp = distance/ link dist時(shí),勻速運(yùn)動(dòng)。
link axis: 參考軸的軸號(hào),也就是主軸的軸號(hào)。
linkoptions: 連接模式選項(xiàng),不同的二進(jìn)制位代表不同的意義。
1 位0,連接精確開始于參考軸上MARK事件被觸發(fā)的時(shí)刻。
2 位1,連接開始于參考軸到達(dá)一個(gè)絕對(duì)位置時(shí)。(見 link pos參數(shù)描述)
4 位2,當(dāng)這位被設(shè)置時(shí),MOVESLINK 會(huì)自動(dòng)重復(fù)執(zhí)行并且可以反向。(這個(gè)模式可以通過設(shè)置軸參數(shù)REP_OPTION 的第1位為1來(lái)清除)
16 位 4, 使用link offpos 從中間來(lái)啟動(dòng),配合掉電中斷實(shí)現(xiàn)恢復(fù)跟隨。
32 位 5,只有參考軸的正向運(yùn)動(dòng)才連接。
256 位8,連接精確開始于參考軸上MARKB事件被觸發(fā)的時(shí)刻。
link pos: 當(dāng)linkoptions參數(shù)設(shè)置為2時(shí),該參數(shù)表示參考軸在該絕對(duì)位置值時(shí),連接開始。
link offpos:當(dāng)link_options參數(shù)bit4置為1時(shí),該參數(shù)表示主軸已經(jīng)運(yùn)行完的相對(duì)位置。
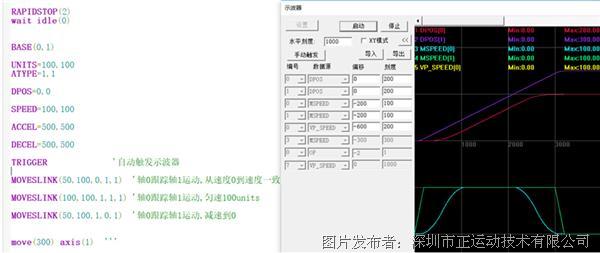
以上圖moveslink為例,可以清晰看出主動(dòng)軸1與從動(dòng)軸0的位置與速度關(guān)系。
一.追剪
在無(wú)縫鋼管生產(chǎn)線、送料裝置為擠出機(jī)、紙吸管裁切設(shè)備等場(chǎng)合,或?qū)ιa(chǎn)效率有較高要求的應(yīng)用場(chǎng)景,設(shè)備不允許間歇停止,上述傳統(tǒng)設(shè)備便無(wú)法滿足客戶需求,由此需要引入追剪方案。 追剪就是在物料剪裁過程中,物料保持不間歇的傳送,而裁斷裝置做往復(fù)運(yùn)動(dòng),通過對(duì)裁斷裝置進(jìn)行速度及位置規(guī)劃,使得剪裁裝置與物料速度達(dá)到同步時(shí),所要剪裁的物料長(zhǎng)度剛好滿足預(yù)定要求,此時(shí)進(jìn)行物料裁剪,剪裁動(dòng)作完成后返回等待位置等待一定時(shí)間,之后再次追蹤物料同步裁剪,周而復(fù)始。
以下舉例說(shuō)明:物料通過牽引軸(軸0的MSPEED0曲線)從左至右勻速運(yùn)行,裁刀(軸1的MSPEED1曲線)從初始位置開始追蹤物料到達(dá)同步區(qū)后進(jìn)行裁剪動(dòng)作,裁剪完畢后,裁刀快速返回至初始位置,等待一段時(shí)間后繼續(xù)下一個(gè)動(dòng)作循環(huán)。
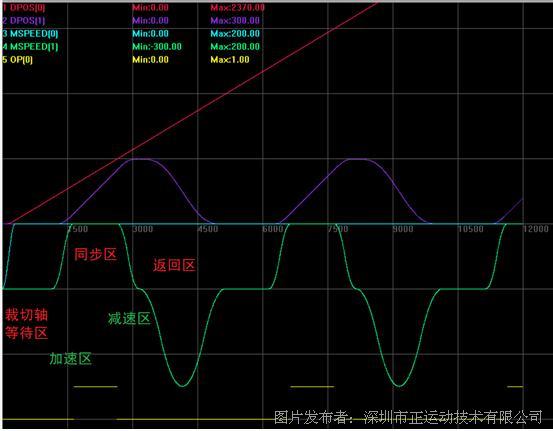
滿足追剪要求的速度曲線如下圖所示,圖中軸0的MSPEED0為牽引軸速度,軸1的MSPEED1為裁剪軸速度。通過MOVESLINK指令即可實(shí)現(xiàn)該追剪動(dòng)作流程。設(shè)軸0牽引軸為系統(tǒng)的主軸,軸1追剪電機(jī)為系統(tǒng)從軸。
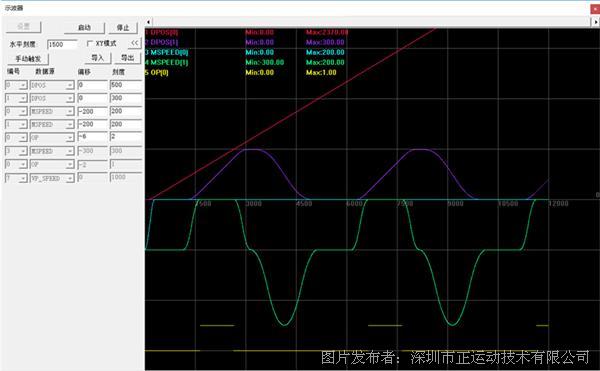
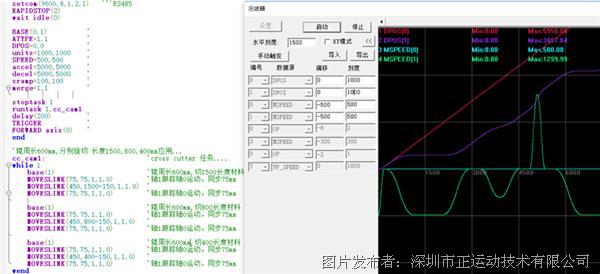
二.輪切應(yīng)用
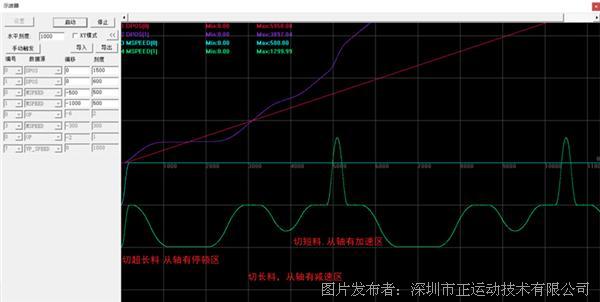
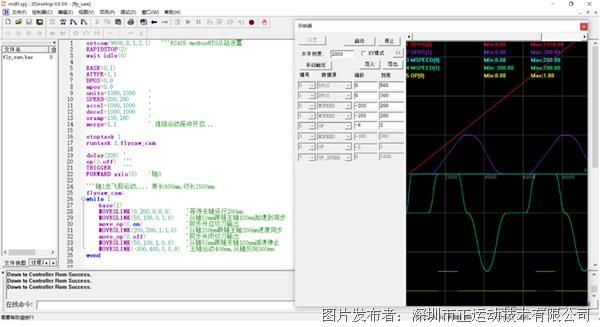
假設(shè)機(jī)械系統(tǒng)的版輥周長(zhǎng)為600mm,切割材料為1500mm,800mm,400mm,按照切割材料長(zhǎng)度與版輥周長(zhǎng)的舉例相比較分別為:切超長(zhǎng)料,切長(zhǎng)料,切短料,等3種模式。
以下代碼演示了:三種不同材料與切刀長(zhǎng)度的速度曲線圖。
三.繞線機(jī)/排線設(shè)備
更多凸輪應(yīng)用詳情請(qǐng)咨詢正運(yùn)動(dòng)運(yùn)動(dòng)控制器廠家。




 投訴建議
投訴建議
提交
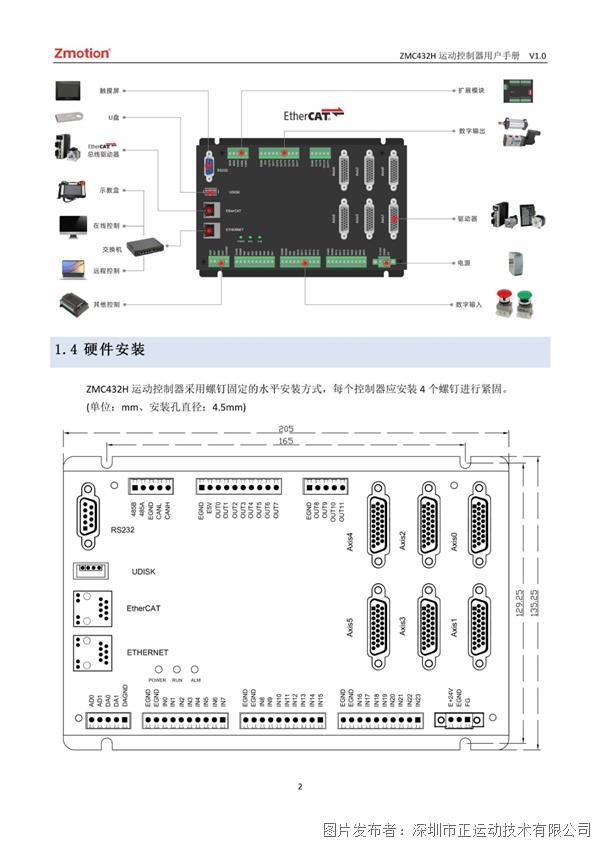
正運(yùn)動(dòng)全國(guó)產(chǎn)EtherCAT運(yùn)動(dòng)控制器ZMC432H用戶手冊(cè)
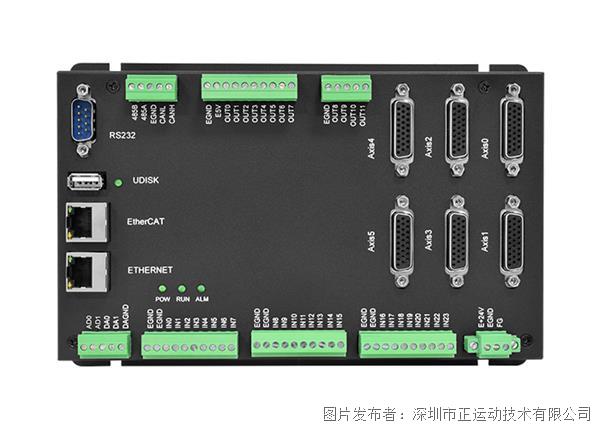
正運(yùn)動(dòng)全國(guó)產(chǎn)EtherCAT運(yùn)動(dòng)控制器ZMC432H
正運(yùn)動(dòng)技術(shù)運(yùn)動(dòng)控制器如何快速實(shí)現(xiàn)單軸/多軸同步跟隨功能?
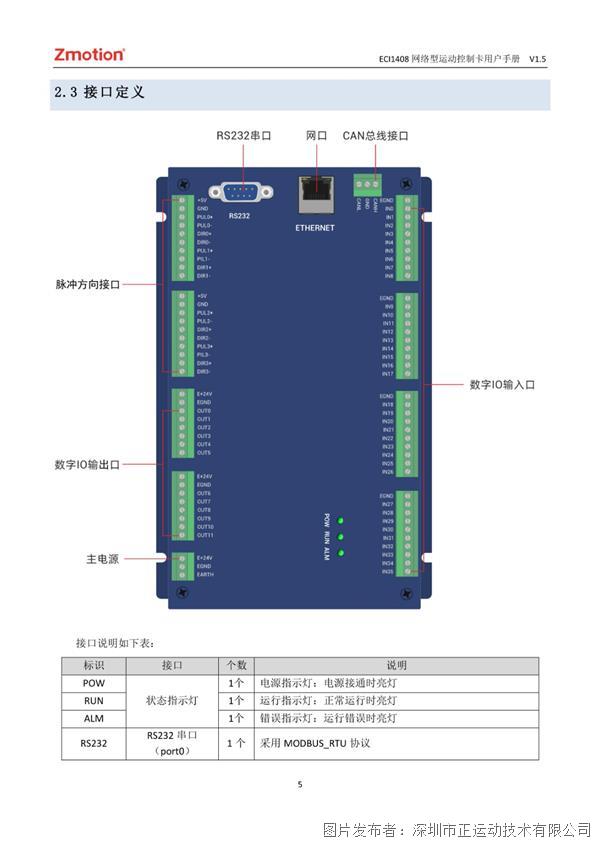
正運(yùn)動(dòng)ECI1408運(yùn)動(dòng)控制卡用戶手冊(cè)
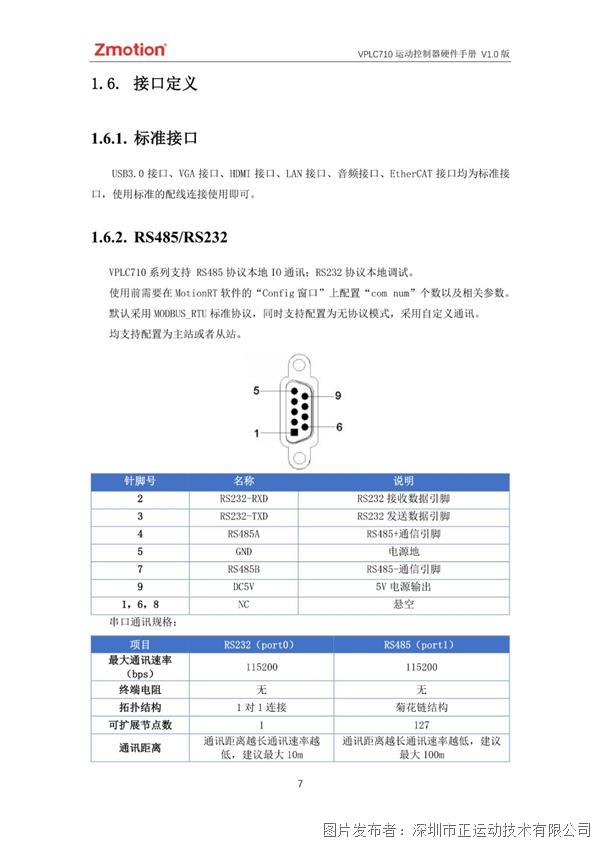
正運(yùn)動(dòng)機(jī)器視覺運(yùn)動(dòng)控制一體機(jī)VPLC710