


維控HMI和PLC單伺服追剪在壓瓦機(jī)切斷上的應(yīng)用
一、簡(jiǎn)介
壓瓦機(jī)是由放料、成型、后成型切割組成生產(chǎn)的機(jī)器,本程序主要介紹成型后通過模具進(jìn)行沖孔和切斷。PLC追剪沖切相對(duì)于原來的停切停沖方式大大提高了生產(chǎn)效率,相對(duì)于帶追剪功能的伺服可以更方便的設(shè)置版型。
二、工藝要求
程序可以設(shè)置兩種版型,如下圖所示。兩孔版型要求總長(zhǎng)a可以設(shè)定,切口到孔的間距a1和a3可以在300mm到800mm范圍內(nèi)任意設(shè)定。三孔版型要求總長(zhǎng)b可以設(shè)定,間距b1=b4、間距b2=b3,間距b1、b4可以在450mm到800mm范圍內(nèi)任意設(shè)定。設(shè)備絲杠長(zhǎng)度550mm,切刀模具和沖孔模具間距277mm,切刀和沖孔完成一個(gè)沖孔或切斷動(dòng)作時(shí)間在0.6S,設(shè)備要求速度17m/min。

三、方案分析
該控制系統(tǒng)采用維控人機(jī)界面LEVI-700LK,PLC主機(jī)采用LX3VE-1412MT。
簡(jiǎn)要方案如下:根據(jù)客戶要求速度17m/min,切刀或沖孔動(dòng)作時(shí)間0.6S,需要的同步區(qū)要大于170mm
再加上切刀和模具間距277mm,不能做成追剪的每次回原點(diǎn),需要多段追剪最后返回。
兩孔動(dòng)作順序,如下圖兩孔速度位移曲線。第一段追剪切刀齊頭。第二段等待到達(dá)要求的沖孔位置啟動(dòng)沖孔。第三段由于前兩段已經(jīng)到達(dá)絲杠的最大形成,需要返回一段距離。第四段到達(dá)第二個(gè)沖孔位置啟動(dòng)沖孔。第五段返回原點(diǎn)。兩孔動(dòng)作按照第一段到第五段周期運(yùn)行。
三孔動(dòng)作順序,如下圖三孔速度位移曲線。第一段追剪切刀齊頭,第二段到達(dá)第一個(gè)沖孔位置啟動(dòng)沖孔,第三段返回一段距離,第四段達(dá)到第二個(gè)沖孔位置啟動(dòng)沖孔,第五段返回一段距離,第六段到達(dá)第三個(gè)沖孔位置啟動(dòng)沖孔,第七段返回原點(diǎn)。三孔動(dòng)作按照第一段到第七段周期運(yùn)行。
兩孔速度位移曲線

三孔速度位移曲線
四、程序簡(jiǎn)要介紹
HMI程序:圖1為運(yùn)行的監(jiān)控畫面,圖2為版型的選擇設(shè)置,客戶不需要了解PLC程序內(nèi)部怎么設(shè)計(jì)只需要設(shè)置自己想要的版型就可以。

圖 1

圖 2

PLC程序:分為主程序,曲線生成,計(jì)算和動(dòng)作控制。
主程序部分程序,電子凸輪指令。

曲線生成主要包括兩孔版型生成曲線和三孔版型生成曲線。


五、工程總結(jié)
1、本程序可以滿足客戶的速度要求和版型要求并且誤差在1mm以內(nèi)。
2、畫面程序簡(jiǎn)單不需要設(shè)置復(fù)雜的參數(shù)只需要設(shè)置簡(jiǎn)單的版型就可以。復(fù)雜的計(jì)算全部放到PLC里面進(jìn)行處理。
3、通過PLC追剪沖切比原來的停止沖切大大提高了效率和精度。
4、PLC追剪控制系統(tǒng)比伺服本機(jī)帶的電子凸輪更方便設(shè)置不同的版型不同的尺寸。




 投訴建議
投訴建議
提交
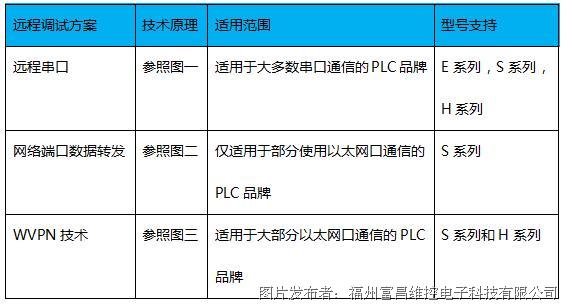
富昌維控電子:如何用物聯(lián)網(wǎng)方式進(jìn)行PLC遠(yuǎn)程穿透

新品|維控LX5V系列PLC,標(biāo)配8軸高速計(jì)數(shù)器,就是快!

維控VD2:非同凡“響”、極速運(yùn)行!
維控:新品首推 | 這款高性價(jià)比的PLC,你值得擁有!

維控ig物聯(lián)網(wǎng)HMI嶄新亮相,遠(yuǎn)程運(yùn)維,輕松無憂!